復合土工膜在景觀池怎么焊接鋪設?
時間:2022-04-12 13:34 所屬欄目: 新聞動態
復合土工膜電焊焊接選用熱焊接法工程施工,拼湊包含復合土工膜的縫接、復合土工膜的電焊焊接,為了更好地保證電焊焊接品質,電焊焊接應盡可能在廠內開展,但為了更好地作業便捷,復合土工膜寬幅又不可太寬,務必在施工工地拼湊。
復合土工膜生產廠家工程項目復合土工膜電焊焊接步驟:

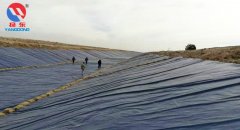
復合土工膜焊接方法,一幅復合土工膜鋪好后,將需電焊焊接的邊翻疊(約60cm寬),二幅反方向鋪在一幅膜上,調節兩張膜電焊焊接邊沿邁向,使之鋼筋搭接10cm。
復合土工膜電焊焊接品質的良劣是復合土工膜防水層特性勝敗的重要,因此盡量搞好復合土工膜的電焊焊接,保證電焊焊接品質,因而,復合土工膜電焊焊接應由生產商派技術人員到當場實際操作,具體指導,學習培訓,選用復合土工膜專用焊接機器設備開展。復合土工膜電焊焊接選用ZPR—210V型熱熔復合土工膜自動焊接機,復合土工膜選用手持式封包機縫接。
復合土工膜電焊焊接前要吹風機吹去膜表面的沙子、土壤等臟污,確保膜面整潔,在點焊一部分的下邊墊一條長木工板,便于電焊機在整齊的表面上走動,確保電焊焊接品質,宣布電焊前,依據工程施工溫度開展試焊,明確走動的速度和焊接溫度,一般把握走動速率1.5~2.5m/s,焊接溫度為220~3000C。拼湊焊接兩根,每條寬10mm,兩條焊接間留下10mm的內腔,用此空腔查驗其焊接品質。
相關案例




相關推薦