防滲膜怎么進行縫接?在寒冷地區怎么用?
時間:2022-02-25 14:31 所屬欄目: 新聞動態
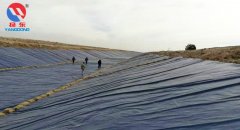
防滲膜電焊焊接前應調節好接口處兩張邊單膜,使之鋼筋搭接一定的寬帶網絡,且整平、無皺褶。防滲膜鋪裝后,得用砂袋壓著,防止傾側,邊沿接口處規定不可以有廢棄物、水份、灰塵等。電焊焊接時,較好具備一定工作經驗的熟練技術人員電焊焊接,防滲膜焊接應用專用焊接機實現電焊焊接。要調節好溫度和速率.防滲膜較好是沿一定方位鋪裝,防滲膜兩側均預埋一定膜與T不黏合層,鋪裝時要調節好每一個模塊防滲膜邁向,便于于2個模塊防滲膜的電焊焊接。
防滲膜的接縫處解決是工程施工的主要程序流程,立即影響到工程項目運作使用壽命,據質量檢驗說明,選用熱焊方式較為理想化。防滲膜也可以用專用型粘膠接,熱焊方式是防滲膜相連的表層加溫解決,使之表層融化,隨后根據工作壓力使之結合成一體,
防滲膜拆換熔指和相對密度適度的環氧樹脂。將擠塑機的擠壓溫度和環氧樹脂的溫度調節到適度值,防滲膜確保環氧樹脂熔融良良。完全清理料筒,除去殘渣等的危害。對環氧樹脂開展拌和和烘干處理,除去在其中含有的水份,防滲膜使環氧樹脂可以充足熔融。
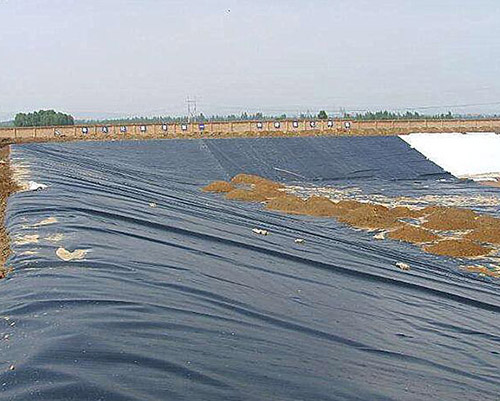
防滲膜發生鯊魚皮狀況的緣故及解決對策,寒地防滲膜發生鯊魚皮狀況常見故障緣故,環氧樹脂中混到熔指或相對密度不一樣的別的環氧樹脂,使樹脂熔融不太好或熔融不徹底。擠塑機溫度設定不合理,尤其是料管和環氧樹脂的溫度太低,導致環氧樹脂熔融欠佳,使熔化環氧樹脂發生鯊魚皮狀況或是相近魚眼鏡頭狀的斑印。拆換環氧樹脂時沒有將料筒完全清潔整潔,防滲膜料筒中殘余的別的環氧樹脂或殘渣對環氧樹脂熔融情況造成不良影響。環氧樹脂中富含水份,防滲膜危害環氧樹脂的熔融情況。
相關案例



相關推薦